TC4鈦合金由于具有比鋼和鋁更高的比強度,且耐腐蝕性好,工作溫度比鋁合金高,在航天領域具有廣泛應用價值。為了適應航天器件飛行性能、精度指標的高要求,解決其中亞微米級軸類零件的鈦合金精密磨削問題成為精密機械加工行業(yè)急待解決的關鍵技術之一。
光電所精密機械制造中心通過精度指標保證技術、尺寸穩(wěn)定技術以及高精度檢測保障措施,并選用適合的砂輪材料及粒度,成功地完成了大量高精度(IT3至IT4)鈦合金細長軸的加工任務,最高形位精度可達0.5微米。
光電所精密機械制造中心從2012年開始了相關軸類零件磨削工藝技術研究及試驗驗證,分析出了切削參數中的磨床轉速、吃刀量、走刀量對磨削表面質量、形位精度、尺寸精度的影響,找到了較佳的切削參數。同時,與砂輪研究所合作,摸索出了磨削鈦合金需要的砂輪的材料及磨料粒度的尺寸,解決了磨削鈦合金材料易出現的磨削面燒傷和出現磨削裂紋的情況。同時,與專業(yè)熱處理單位合作,并通過殘余應力測試儀檢測殘余應力數值,摸索出了鈦合金熱處理工藝及在機械加工工藝中合理安排熱處理的次數,最終在該項技術研究上取得突破性進展。
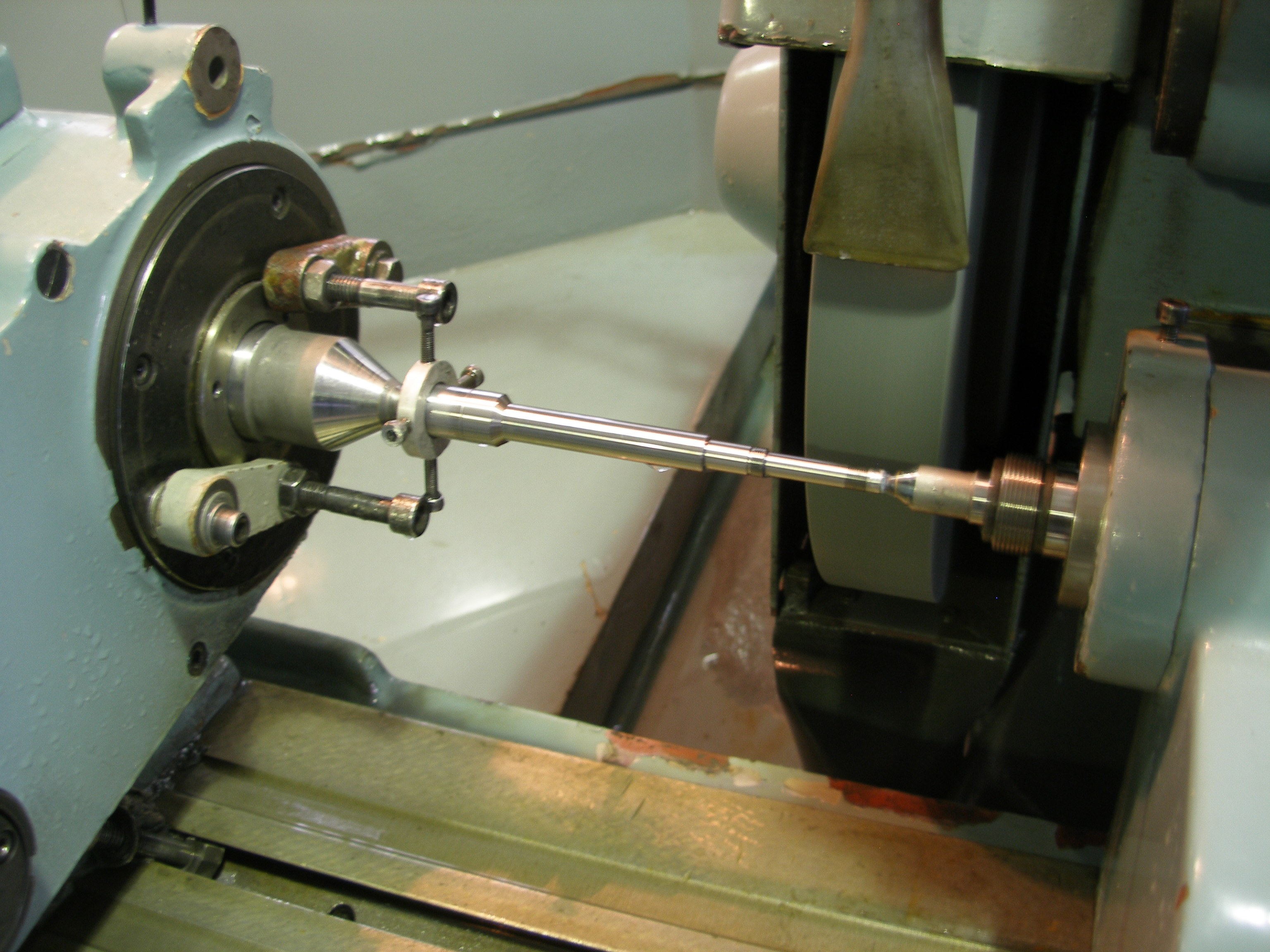
精加工過程

精加工成品